

The gate valve is closed (CTC) or opened (CTO) by rotating the valve stem clockwise, and the gate plate moves upward or downward through the valve stem thread.
Gate valves are suitable for applications requiring minimum pressure drop and a full-bore design. When fully opened, the unobstructed flow path ensures low pressure loss, and their full-bore configuration allows compatibility with pipeline pigging operations.
The gate valve adopts the multi-turn threaded stem operation, which requires multiple rotations to fully open and close. Its slow actuation effectively prevents water hammer effect.
> Gate structure
For NPS≥2 gate valve adopts flexible wedge; NPS<2 gate valves adopts solid wedge.
> Connection of valve body and valve bonnet
For Class 150 to Class 900 and PN10 to PN160 gate valves, the valve body and bonnet are generally connected by double-ended stud bolts with nuts.For gate valves of Class1500~Class 2500,the body and bonnet generally adopt a pressure-energized sealing structure.
> Flange sealing gasket (Between body and bonnet)
Class150, PN10:Carbon steel or stainless steel+flexible graphite composite gasket;
Class300, PN16 ~ PN100: Stainless steel+flexible graphite wrapped gasket;
Class600: Stainless steel+flexible graphite wrapped gasket or metal ring gasket;
Class900, PN160: Metal ring gasket;
Class1500 ~ 2500: Pressure-energized sealing structure.
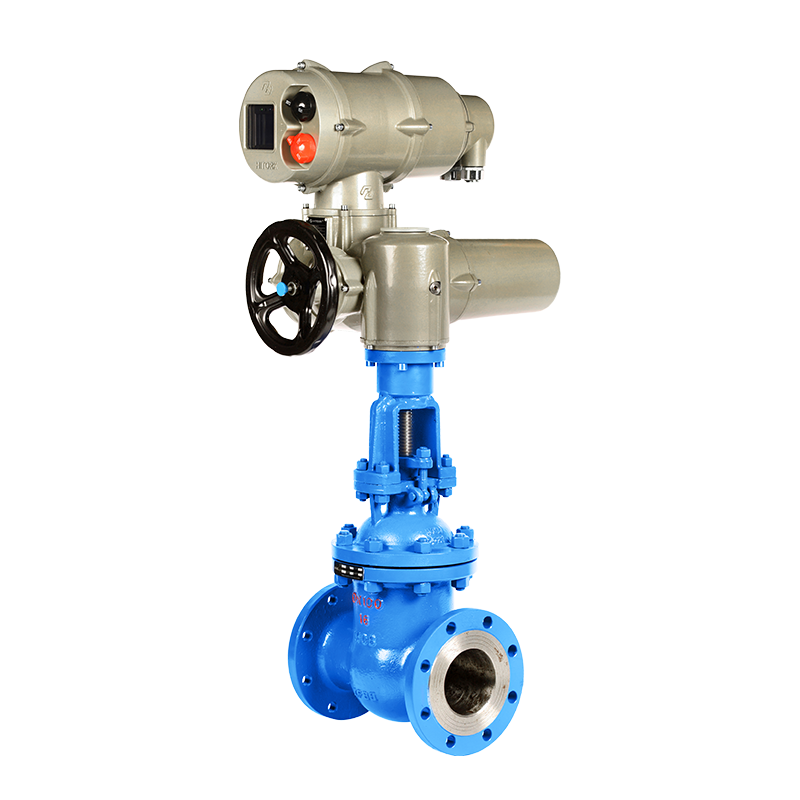
> Actuation type
Generally, handwheel actuation, pneumatic actuation, and electric actuation are used.
> Packing
Flexible graphite formed packing can be used, with options for PTFE packing, metal wire-reinforced flexible graphite formed packing or composite packing. The stem area in contact with the packing undergoes precision machining followed by roller burnishing, enhancing surface finish (Ra0.8 μm)and density.
> Belleville spring-loaded packing glands
The use of belleville spring-loaded packing glands makes the sealing of the packing more durable and reliable.
> Backseat structure
Gate valve is equipped with a backseat structure. Carbon steel valves generally have replaceable backseat ring, while stainless steel valves feature a formed backseat through integral machining or overlay welding; The backseat structure ensures reliable sealing when the valve is fully open.
> Seat
Carbon steel gate valve: forged valve seat with spray-welded alloy sealing surface; For NPS≤10 and DN≤250 replaceable threaded connections or welded connections are commonly used; For NPS≥12 and DN≥300 welded connections are commonly used; Stainless steel gate valve: generally adopts integral seat(machined from the valve body)seat, or the over lay-welded alloy directly on the body, threaded or welded seats may also be configured based on requirements.
> Design of valve stem
The valve stem adopts an integral forging structure. The minimum diameter of the valve stem meets the standard requirements. The valve stem and gate are connected via a T-slot joint, and the strength at the connection is
greater than that at the trapezoidal thread of the valve stem. The strength testing of the stem-to-gate connection complies with API 591 requirements.
> Stem nut
Pound-class and K-class gate valves: generally made of ASTM A439 D2 material, optional copper alloy; Nominal pressure grade (GB standard) gate valve: generally made of copper alloy material, but can also be made of ASTM A439 D2 material.
Large caliber gate valve: equipped with thrust roller bearings, effectively reducing the operating torque of the gate valve.
Company name
Whatsapp number
*Phone No.
*Share your ideas

Contact





Product
ActuatorsValvesPumpsDosing devicesIndustry
Power PlantChemicalOil and GasMining&MineralsNew EnergyWater TreatmentDocuments
BrochuresInstructions&DrawingsCertificatesCompany
CultureHistoryFactory TourDistributor
DistributorTo Be A DistributorMedia Center
News CenterCase VideoContact us
Hankun (Beijing) Fluid Control Technology Co., Ltd
Room 2606,Building 3, No. 16, South Third Ring West Road, Fengtai District, Beijing, China
+86-(0)10-63260308
+86-(0)10-63265498
info@hankunchina.com


info@hankunchina.com


+86-15810403962
+86-15810403962


+86-15810403962


+86-(0)10-63260308

